
Клинок: Lauri SS-95
Рукоять:
Монтаж: Всадной на 2/3
Почему собственно финка спросите вы?
— Да потому-что это удобно, отвечу я.
Недаром финский нож(и вообще скандинавы) получил такую известность и распространенность, что уж говорить про кастомный экземпляр под твою руку с учтенными пожеланиями и капризами. Но самое основное — это качество, мне надоело видеть кучу финок за бешеные деньги, которые люфтят, всадной монтаж сделан криво, рукоять трескается, больстер подогнан криво и т.д. и т.п.
Как пример приведу финку Martini которую мы однажды потеряли в Карелии и затем через месяц благополучно нашли. Признаться честно на нее страшно смотреть… Это я молчу про отвратительнейшую обработку самого клинка и короткую рукоять которая для моей, хоть и не малой руки, но мала.

Финка была почти новая.
Я ни в коем случае не хочу ничего сказать про фирму Мартинни, я говорю лишь о серийном производстве традиционных ножей, которое изобилует просто кучей косяков, любое, хотя конечно есть и исключения.
Так вот в своем ноже я никак не допущу, плохой пропитки рукояти, плохой подгонки больстера, плохого крепления рукояти и клинка и т.д. Именно поэтому качество серийного производства и единичного кастомного отличаются просто в разы, ценник правда тоже(если говорить не о самостоятельном изготовлении).
Если говорить о самостоятельном изготовлении, то дело это не только интересное, но и полезное — помогает переместить руки
С вводной частью разобрались, перейдем к сути.
Мне понадобился очередной рабочий нож для леса, отвечающий некоторым моим параметрам. Мною был выбран и куплен клинок из нержавейки(какая-то их запатентованная сталь типа моровского Сандвика) фирмы Lauri примерно за 500р, как клинок с достаточно неплохим соотношением цена/качество и отвечающий моим требованиям.
После этого был выбран материал рукояти — березовый кап, как наиболее удобный и качественный материал для рукояти, на мой взгляд лучший. Хотя и немного запарный в обработке по причине его колоссальной прочности.
Кап необходимо тщательно просушить и затем нарезать на куски необходимого размера любой пилой.
После этого намечаем поверх капа, маркером, примерный образ рукояти, центровку со всех сторон и очень жирно место будущего отверстия для хвостовика клинка. Рисуем примерно образ будущей рукояти и жирно проекцию внутреннего отверстия. Смотрим, чтобы оно было по центру и проверяем все еще раз, а лучше еще раз.
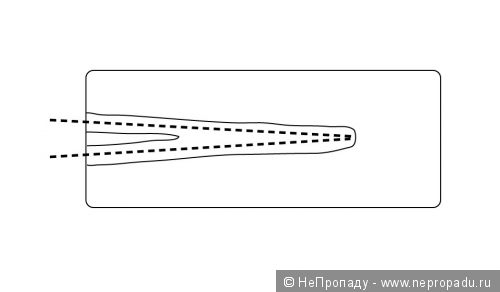
Далее самое важное во всей процедуре изготовления и на этом месте можно запороть всю рукоять одним движением, поэтому к этой процедуре лучше подойти со всей серьезностью. Берем длинное сверло необходимой толщины, обычно она на 0.5 мм больше толщины хвостовика, и сверлим отверстие под хвостовик.
Делать это необходимо следующим образом: Сверлим 2 отверстия параллельно друг другу, или с небольшим схождением а затем убираем тем-же сверлом или надфилями образовавшуюся перемычку.
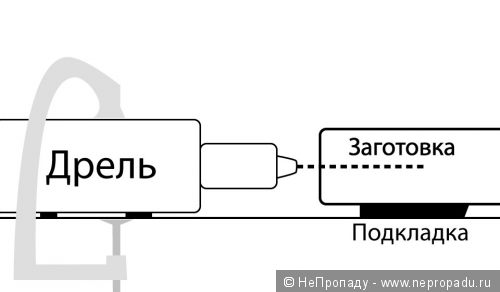
Самое трудное просверлить 2 параллельных отверстия, для этого существует много способов, один из них, он самый простой — это закрепить дрель на столе с помощью струбцины добившись параллельности сверла относительно стола подкладыванием под нее(дрель) кусочков газеты или чего либо другого. Далее выставляем высоту заготовки тем-же способом, в итоге нам необходимо контролировать лишь отклонение сверла по одной оси, высота у нас зафиксирована. Разметка на поверхности заготовки поможет точно просверлить отверстие. Теперь просто приближаем заготовку к дрели как на токарном станке и отверстия готовы.
После этого отрезаем пилой все явно лишние части. Если вдруг сверло и ушло немного в сторону запас с каждой стороны позволит это скорректировать, мы просто перерисуем всю разметку и все, а не выбросим заготовку рукояти, но перебарщивать с этим тоже не стоит, совсем небольшого запаса хватит. С опытом можно будет сверлить заготовки прямо на весу без каких либо приспособлений и ничего не будет уходить.
Доводим все сверлом проверяем как входит сам хвостовик, если все в порядке — переходим к следующему шагу. Берем средней зернистости шкурку и выравниваем плоскость к которой должен будет прилегать больстер. Следует отметить, что не следует на данном этапе прибегать к мелкозернистой шкурке, т.к. иначе клей за счет гладкой поверхности будет плохо прикрепляться к плоскости, в случае же с средней шкуркой образуются микробороздки и клей отлично держит.


После этого берем в руки клинок и подготавливаем его к работе. А именно полностью заматываем его изолентой, чтобы случайно не порезаться если он заточен и чтобы случайно не покоцать клинок во время обточки рукояти. Клей от изоленты убрать труда не составит, а поцарапанный клинок будет вернуть к первозданному виду не так просто. Отрезаем лишнюю часть хвостовика, т.к. зачастую клинки идут с запасом для сквозного монтажа с расклепом.
Подготавливаем наборный бутерброд из слоев проверяем как все садится и что нет зазоров.
В данной статье я не рассказываю подробно о изготовлении и подгонке больстера, т.к. это очень тонкая и тщательная процедура, которая требует отдельной статьи с фотографиями и ограничусь лишь основными моментами. Это связано с тем, что в данной работе был использован купленный больстер специально для этого клинка и был немного доведен надфилями для лучшей посадки.
Больстер перед посадкой необходимо немного нагреть и через слой какого либо мягкого материала, я использовал кусок кожи с отверстием для хвостовика, осадить несильными ударами на плечики хвостовика. Если необходимо следует дополнительно доработать отверстие надфилями. В конечном итоге должно получится так, что больстер довольно крепко садится на плечики хвостовика и не болтается на нем, перед сборкой рукояти нелишним будет дополнительно осадить его парой ударов через что-либо мягкое.


Когда все готово, рукоять собрана, больстер крепко сидит на клинке,
(кстати некоторые ножеделы его дополнительно припаивают к клину с внутренней стороны. Это делается еще и для того, чтобы всякая грязь и вода не проникала внутрь рукояти между клинком и больстером)плоскость больстера идеально прилегает к плоскости рукояти, нет щелей и все хорошо — переходим к следующему этапу.
Нарезаем по всей длине хвостовика микрозазубрины болгаркой или напильником, для лучшей фиксации клеем. Нелишним будет даже делать что-то типа якоря, как у меня, делая надпилы в сторону от клина.
Внутри рукояти в высверленном нами отверстии тоже можно сделать совсем небольшие неровности, но не надо на этом зацикливаться.
Отмечаем конец отверстия жирно маркером поверх рукояти и само отверстие, «прощупав» его куском проволоки, чтобы в дальнейшем ориентироваться при обточке. Также наносим центровку.

Теперь переходим к процессу склейки. Разводим эпоксидную смолу по инструкции и заливаем внутрь отверстия с избытком. Добиваемся отсутствия пузырей воздуха, вставляем на мгновение клинок, смазывая его клеем, в отверстие, вынимаем. Добавляем еще смолы, смазываем все плоскости слоев бутерброда.
Проверив отсутствие больших пузырей и избыток клея, окончательно вставляем клинок собирая весь бутерброд в месте.
Зажимаем все в струбцину, чтобы намертво все скрепить вместе. Ждем пока клей высохнет и еще 2 суток, только после этого разжимаем струбцину.
После зажатия следует убрать клей с больстера, чтобы потом его не оттирать, на рукоятку можно забить, все равно все будем обтачивать. Или очень разумным решением будет предварительно обклеить фронтальную часть больстера изолентой и потом ее убрать.

Переходим к обточке рукояти.
По намеченным на поверхности линиям прикидываем образ рукояти и начинаем обточку сверху и снизу придав примерный профиль в соответствии с примерным образом будущей рукояти нарисованным сбоку. Обрезаем торец рукояти до придания ей нужной длинны, отмечаем центровку.
Затем обтачиваем рукоять слева и справа не скругляя углы, следим за центровкой, если надо наносим ее еще раз. Вообще линии центровки крайне полезная в этом моменте вещь, за ними нужно постоянно следить и наносить их всякий раз снова и снова по мере их стирания, лучше всего нанести их 1 раз на торце, там они продержаться весьма долго т.к. этой частью мы займемся только в конце. Это позволит сделать рукоять симметричной и не наделать кучу ошибок.


Постепенно стачиваем древесину со всех сторон выводя конечный образ рукояти.
Стоит отметить, что в самом начале следует работать самой крупной шкуркой которую можно найти, у меня это 30, чтобы в черновую снять ненужную древесину и затем по мере утоньшения слоя снимаемого материала переходить к более мелкой зернистости, а именно где-то к 125-160. Не следует все делать одной 40, т.к. она слишком быстро снимает материал и работать в конце ей не представляется возможным. Также нерациональным будет слишком ранний переход к мелкозернистым кругам.
Для обточки рукояти я использовал перфоратор c шлифовальным кругом от УШМ и переходником к нему. Это позволяет мне регулировать обороты и работать на низких скоростях, что крайне удобно, в отличие от УШМ. Также быстросменные наждачные круги позволяют очень гибко работать.

Стоит отметить, что в первую очередь стоит обработать и вывести окончательный образ спинки, а уже только потом заниматься всеми остальными частями. Вторым лучше будет вывести брюшко и в самую последнюю очередь боковины.
Грибок, если таковой планируется следует делать в самом конце оставив для него запас древесины.

Обточка на самом деле очень веселое занятие, особенно когда пренебрегаешь своими же советами и слишком рано переходишь к мелкозернистым абразивам


В конечном итоге получаем немного толстоватую рукоять уже напоминающую конечный результат. На этом моменте берем примерно 130 зернистости абразив и начинаем аккуратно доводить рукоять. Смотрим как она лежит в руке, подгоняем все под руку, чтобы было удобно, если надо идем строгать бревно, чтобы понять где что не нравится, после этого опять замотав изолентой. Рукоять сделанная индивидуально под руку это очень удобно



После этого заглаживаем и округляем все неровности, подготавливаем все к «Финишу»

Финиш делается по нарастающей вручную шкурками от 500 и заканчивая… Вплоть до 2500.
Однако я считаю, что для рабочего ножа вполне хватит 1000грит, т.к. он довольно быстро поцарапается и потеряет свою красоту, однако для полочника — это дааа


Полируем рукоять, убирая все следы крупных образивов, заполировываем все острые углы, полируем края больстера.

Тщательно полированная рукоять — это что-то незабываемое, а еще и красивое. Так и рисунок проявится лучше и работа ножом станет крайне приятной, т.к. просто тактильный контакт с самой рукояткой уже вызывает крайне приятное ощущение, я молчу про работу таким ножом.

Переходим к пропитке.
Пропитывать можно разными способами, льняным маслом, олифой и еще кучей разных веществ, при этом в каждом случае можно получить свой эффект. Я последнее время это делаю Датским Маслом, оно весьма быстро полимеризуется и крайне неплохо проявляет фактуру древесины. В магазинах Питера продаются много видов Датского масла, на мой взгляд еще стоит отметить масло WATCO, тоже достойный экземпляр.
Сразу оговорюсь, что Датское Масло лучше просто втирать в рукоятку капнув на ветошь немного масла. Я же в данной работе первым слоем именно пропитал рукоять, как я делал с льняным маслом в работе, ссылку на которую, я дал выше. Это делалось в основном ради эксперимента. Получилось хорошо, хотя я ожидал немного большего.
Затем я выждал несколько часов подождав полимеризации масла, и начал втирать в рукоять второй слой. При этом масло лучше не наносить, а именно втирать.

Нагреваем масло и опускаем замороженные предварительно ножи в разогретое масло. Весь процесс я описывал ранее в статье по ссылке выше.


Так проявился рисунок. Если сравнивать с первоначальным, то результат очень даже неплохой.

После полимеризации 1 слоя.

После нанесения еще 2-3 слоев рукоять выглядит вот так:

З.Ы. Ножны Мартинни — это временная мера. В ближайшее время собираюсь закончить классические традиционные финские ножны с боковым швом, может даже напишу отдельную статью.
источник
Комментариев нет:
Отправить комментарий